Monday - Saturday 9.00 - 18.00
Uzunca karbon zincirlerinden oluşan plastiklerin hemen hemen tümü, kimyasal ve fiziksel özelliklerine bağlı olarak,üretim aşamasına gelene kadar, çeşitli oranlarda nemi bünyelerine alırlar. Plastiklerin nem alma yüzdesi, ilk polimerize edilip üretildikleri anda kimyasal olarak belirgindir, fakat üretime gelene kadar, ortam şartlarına bağlı olarak plastiğin içerdiği nem oran yüzdesi artabilir.
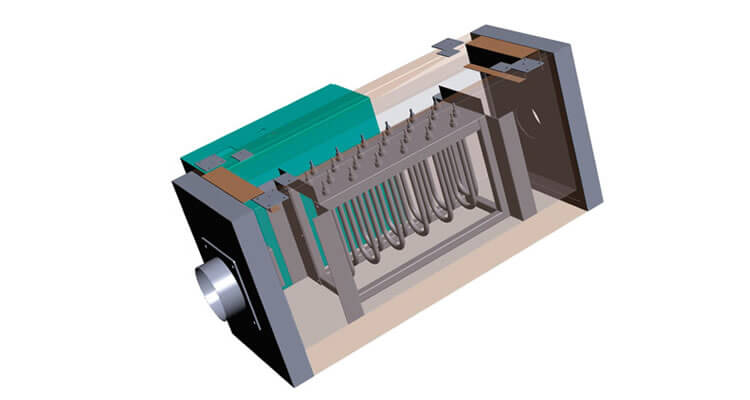
Plastik hammaddenin nem oranı düşük olsa bile, soğuk granül ile plastik işleme makinesi arasındaki gaz oluşumunu azaltmak için tek çare makine üzerinde bulunan serbest akış ile çalışan bir ön kurutmadır.Ser Rezistans nem alma ünitesinde plastik hammadde kurutulduktan sonra besleme hunisinde bekletilmemelidir ve hemen erime sıcaklığına çıkacağı işleme makinesine girmelidir.
Ön kurutmadan sonra hunide bekletilen malzemenin karbon zinciri tekrar hareketsiz hale gelir ve bu ısı farklılıkları malzemenin kimyasal özelliklerini bozduğu gibi gaz oluşumuna da sebep olabilir. Özellikle eğer higroskopik (havadan nem çeken) malzeme kullanılıyorsa, havadan tekrar yüksek oranda nem çeker (eg.ABS,Nylon). Higroskopik malzemelerin 1 saatten fazla hunide bırakılmamasına ve huninin ısıtılmış olmasına özen göstermek gerekir.
Plastik malzemenin huni de fazla kalmaması için, kurutucu fırının kapasitesi, makine baskı kapasitesine göre hesaplanmalı ve uygun kapasiteli bir kurutucu fırın seçilmelidir. Sonuç olarak plastik ürünü kalıplama da başarılı olmak için, kuru plastik hammadde kullanılmalıdır. Plastiklerin tümünde nem alıcı özellik olduğuna göre, nem alma ile ilgili tüm tedbirleri hassasiyetle uygulamak gereklidir. Ser Rezistans nem alma üniteleri makine kapasitelerine göre sizlerin talepleri doğrultusunda ürün tasarımı gerçekleştirir.
As Ser Resistance company, we continue to offer the latest technology to our company. Our business is growing day by day with our understanding of doing business that always keeps customer satisfaction in the foreground


